Исследование влияние компонентов флюса на его технологические свойства.
Не смотря на широкое применение в мире пайки алюминия с применением коррозионных и некоррозионных флюсов, остаются определенные проблемы с выбором флюса для обеспечения качественного соединения с плотной структурой с минимальным количеством пор и включений, что определяет, в конечном счете, механические свойства паяной конструкции. На сегодняшний день на рынке отсутствуют качественные отечественные аналоги зарубежных хлоридных флюсов для пайки алюминия.
Поэтому актуальной задачей является разработка составов флюсов для пайки алюминия и выбора наиболее оптимального не только с точки зрения состава, но и с точки зрения стоимостных характеристик и технологичности процесса изготовления. В конечном счете – разработать технологию производства флюса для пайки алюминия с хорошими технологическими свойствами и обеспечивающего высокие свойства паяных соединений алюминия и его сплавов в интервале температур 540-630°С.
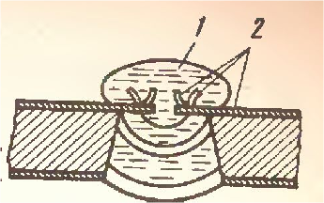
Относительно процесса разрушения оксидных пленок хлоридными флюсами существует несколько точек зрения. Наиболее популярной является точках зрения что в результате нагрева из-за разности ТКЛР оксидной пленки и алюминия в пленке образуются трещины, в которые проникает флюс, он взаимодействует с алюминием с образованием хлорида алюминия и в итоге оксидная пленка дробится и выводится из соединения. В результате происходит разрушение оксидной пленки. (Рис. 1)
 |
|
Рис. 1. Схема удаления оксидной пленки 1-капля припоя; 2-оксидная пленка |
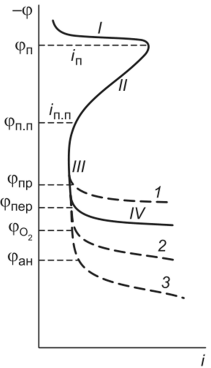
Другой точкой зрения является протекание процессов электрохимической коррозии во время флюсовой пайки. Для того чтобы произошло растворение оксидной пленки катодная кривая должна пересекать анодную кривую в зону активного состояния или в зоне деполяризации. Флюс должен уменьшать зону пассивного состояния металла на анодной поляризационной кривой смещая зону депассивации (Рис. 2). Достаточно наличия аниона F- и катиона AlF2+ которые позволяют поддерживать значение стационарного потенциала алюминия более положительным чем потенциала активации при котором галогениды начинают вытеснять кислород.
 |
|
Рис. 2. Анодная поляризационная кривая 1—область активного растворения металла; 2—активно-пассивное состояние металла; 3—пассивное состояние металла; 4—нарушение пассивного состояния металла; |
Для создания флюсов использовались хлориды щелочных металлов (LiCl, NaCl, KCl), хлорид цинка (ZnCl2), фторид калия (KF) и тетрафтороалюминат калия (KAlF4). Компоненты флюса сплавляются для получения однородной массы.
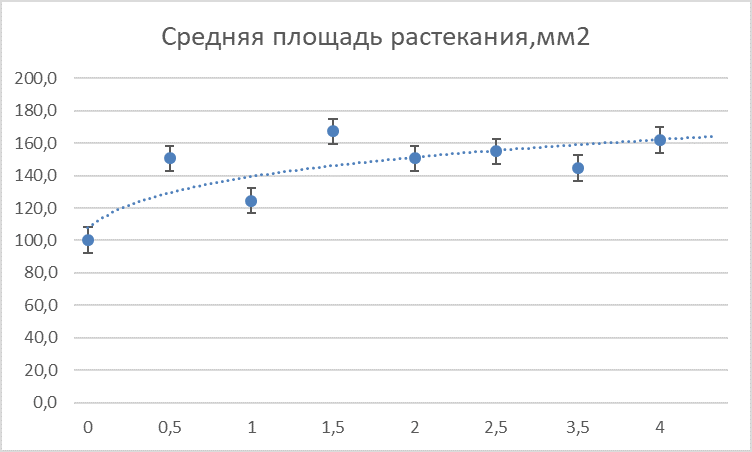
В результате работы были получены составы флюсов, имеющие высокие технологические свойства. Эти флюсы позволяют обеспечить большую площадь и высокую равномерность растекания припоя. Были получены паяные образцы из сплава АД31, прочность паяного шва которых была выше прочности основного металла. Проведена оценка влияния компонентов флюса на технологические свойства флюса. В результате было обнаружено что наибольшее влияние на свойства флюса оказывает фторид калия (KF). По достижении определенного содержания он практически перестает влиять на свойства флюса. (Рис. 3)
 |
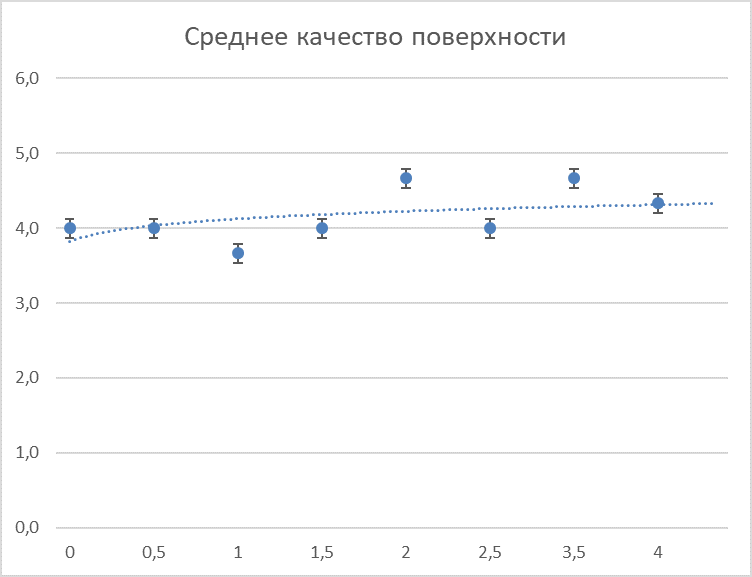 |
Рис.3. Графики влияния содержания KF на площадь растекания и качество поверхности капли припоя.
Также большое влияние на свойства паяного шва оказывает наличие хлорида цинка во флюсе. хлорида цинка, взаимодействие которого с поверхностью алюминия приводит к образованию газообразных продуктов, содержащих хлорид алюминия AlCl3. Из-за протяженности нахлестки газообразные продукты не могут выйти из объема шва. Следует также отметить, что газопламенная пайка отличается меньшим количеством пор в обоих случаях составов флюса, очевидно в печи образец практически не испытывает никакого воздействия и пайка проводится в стационарных условиях, при газопламенной пайке имеется хоть и небольшое, но ощутимое воздействие газового пламени, а также неравномерность нагрева образца, что способствует удалению пор из шва.
На рисунке 4 приведены фотографии образцов паяных флюсом содержащим хлорид цинка (Флюс №1) и флюсом не содержащим хлорид цинка (флюс №2), при использовании разных способов нагрева.
 |
| Флюс№1 Газопламенная пайка |
 |
| Флюс№1 Печная пайка |
 |
| Флюс №2 Газопламенная пайка |
 |
| Флюс №2 Печная пайка |
| Рис. 4. Образование пор в швах при различных методах пайки и составов флюсов |