Материалы для пайки ООО «АЛАРМ»
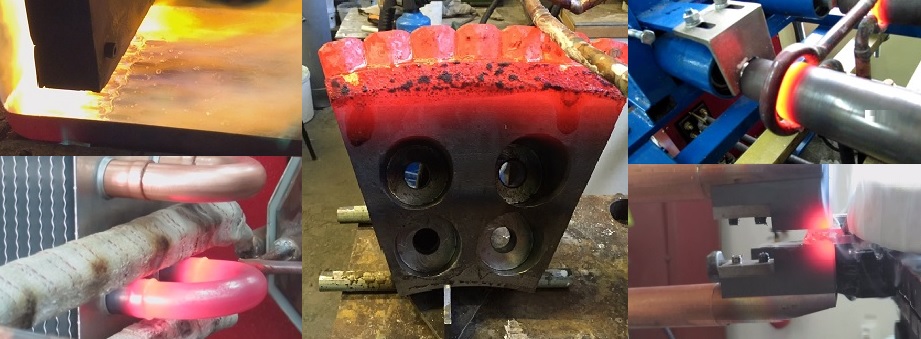
ООО "АЛАРМ" занимается разработкой и производством припоев и флюсов. В зависимости от технологии пайки ООО "АЛАРМ" поставляет материалы для пайки разного вида:
- прутки;
- проволока;
- лента;
- порошок;
- паяльные смеси (порошок припоя с добавлением флюса);
- паяльные пасты (порошок припоя с добавлением флюса на полимерном связующем);
По назначению, припои ООО "АЛАРМ" можно разделить на три основных группы:
- припои для пайки меди и ее сплавов;
- припои для пайки сталей;
- припои для пайки твердосплавного инструмента.
Подробную информацию о припоях можно найти в каталоге продукции Аларм.
Припои для пайки меди и ее сплавов
Для пайки меди, латуни и бронзы применяют припои на основе медно-фосфорных сплавов, которые обеспечивают высокую прочность соединений, герметичность швов, хорошую тепло- и электропроводность. Эти припои аналогичны по технологическим свойства с серебряными припоями и в большинстве случаев являются их полноценной заменой при соблюдении определенных технологических приемов.
| Припой | Химический состав | Интервал плавления |
| П14 | 92Cu6P4Sn | 690-800 |
| МФ6 | 94Cu6P | 714-820 |
| МФ7 | 92Cu8P | 714-780 |
| МФ9 | 91Cu9P | 714-750 |
| ПМФСу 6-2 | 89Cu9P2Sb | 690-800 |
| ПМФН 8,5-8,5 | 82Cu9P9Ni | 640-720 |
Для пайки чистой меди медно-фосфорные припои не требуют применения флюсов и проявляют самофлюсующие свойства при температуре около 800ºС. Однако загрязнения меди остатками смазки, необходимость заполнения протяженных швов допускает применение флюсов или использование офлюсованного припоя марки П14 с продольным пазом, заполненным флюсом ФК235 или ФК320. Пайку латуней и бронз необходимо проводить с применением флюса марки ПВ 209 Х или офлюсованным припоем П14. Максимальную прочность при пайке латуни или латуни с медью обеспечивает припой П14 (прочность на срез до 330 МПа).
Припои для пайки низколегированной и коррозионностойкой стали
Для пайки низкоуглеродистой и углеродистой стали применяют припои на основе системы Cu-Zn. Пайка латунями дает высокие прочностные свойства и герметичность швов, однако требует нагрева деталей до температуры более 900 ºС. Все припои на основе латуней для снижения пористости швов легируются 0,1-0,5% кремния.
Для пайки латунными припоями низкоуглеродистых сталей необходимо применять флюсы боратнофтористых систем в виде паст на водной основе как БК-300, ПВ200, ПВ201, ФП-1, ФП-1К, ФБК-1.
| Припой | Химический состав, Zn - ост. | Интервал плавления |
| П81 | 63Cu6,5P46,5Ni | 600-700 |
| АЛАРМет 211 | 58Cu4Sn1,5Ni0,3Si0,05B | 860-880 |
| ЛОК 59-1-0,3 | 59Cu1Sn0,3Si | 900 |
| ЛКБО | 62Cu0,5Sn0,3Si0,1B | 910-915 |
| ЛК 62-0,5 | 62Cu0,5Si | 870-890 |
Пайка нержавеющей стали требует применения латунных легированных припоев с пониженной температурой, как АЛАРМЕТ 211, П47 и в крайнем случае, ЛОК59-1-0,1 При этом желательно применять активные флюсы ФП-1 и ФК250 в виде паст, заранее нанесенных на соединяемые поверхности. Для пайки телескопических стальных соединений, включая нержавеющие стали, рекомендуется использовать припой марки П81 совместно с пастой на основе флюса ФК250.
Припои для пайки твердосплавного инструмента
Наиболее прочные соединения при пайке твердого сплава со сталью получаются при использование припоя ЛНМц 49-9-0,2, который обладает высокой проникающей способностью в зазоры, а температура пайки припоя позволяет совмещать процесс пайки с закалкой инструмента.
Припой МНМц9-23,5 производится в виде прессованных таблеток и формирует прочные соединения, способные работать при повышенных температурах. Однако этот припой имеет ограниченную растекаемость и требует зазоров не менее 0,2 мм. Температура пайки припоем МНМц9-23,5 также позволяет совмещать процесс пайки и термообработку.
Наиболее низкую температуру пайки имеет припоя П47 (менее 900 ºС), однако при пайке этим припоем следует строго соблюдать зазоры и учитывать, что из-за высокой жесткости припоя при малых зазорах в шве образуются высокие остаточные напряжения.
Для указанных припоев рекомендуется применять флюсовую пасту ФП1, ФП-1К или порошок.
| Припой | Химический состав, Zn - ост. | Интервал плавления |
| МНМц 68-4-2 | 65Cu4Ni2,5Mn0,3Si | 915-975 |
| ЛНМц 49-9-0,3 | 49Cu85Ni0,3Mn0,3Si | 915-935 |
| МНМц 55-6-4 | 55Cu6Ni4Mn0,2Si | 880-917 |
| МНМц 9-23,5 | 67Cu9Ni24Mn, без Zn | 925-935 |
| П47 | 44Cu3Ni12Mn4Sn0,1Al | 820-830 |
| ПП63 | 62Cu1Ni1Mn0,3Si | 905-910 |
Флюсы и флюсовые пасты
| Наименование флюса | Интервал плавления | Применение |
| ФК-235 | 320-850 | Медь и ее сплавы, нержавеющие и конструкционные стали |
| ФК 250 | 500-950 | Стали, сталь с медью, твердые сплавы |
| ФК-320 | 450-950 | Медь и ее сплавы, конструкционные стали |
|
ПВ209Х ПВ209 |
600-900 | Медные сплавы. Нержавеющие и конструкционные стали, жаропрочные сплавы |
|
ПВ200 ПВ201 |
800-1200 | Нержавеющие и конструкционные стали, твердосплавный инструмент |
| БК300 | 800-1200 | Низкоуглеродистые и углеродистые конструкционные стали. Смывается водой. |
|
ФП-1 ФП1-К |
750-1100 | Нержавеющие и конструкционные стали, жаропрочные и твердые сплавы. |
|
ФБК-1 |
750-1000 | Медь и ее сплавы. |
| Контакты | |
|
По вопросам поставки продукции: тел: +7495974-94-34; +7(495)7260421 e-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. |
По вопросам выбора материалов и технологий: тел: +7(499)5580578; +7(985)2104069 e-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. |