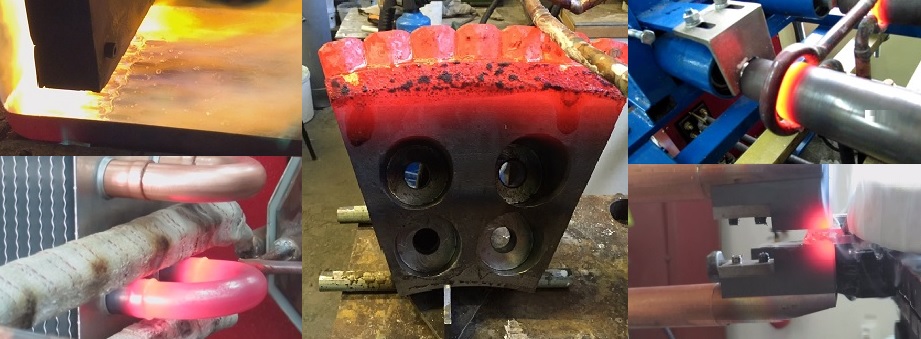
Пайка твердосплавного инструмента
Пайка твердосплавного инструмента выполняется серебряными припоями и припоями на медной основе. Серебряные припои такие, как ПСр40 отечественного производства, или L-Ag49 с медным слоем или без него, отличаются низкой температурой пайки - до 700°С. Это является основной причиной применения таких дорогостоящих припоев при пайке изделий с минимальными остаточными напряжениями. Часто источники нагрева имеют довольно простые индукторы, при нагреве допускается неравномерность до 200°С.
Более сложная пайка с применением латунных или бронзовых припоев. Последние достижения в разработке сплавов для пайки инструмента позволили снизить температуру пайки до 850-900°С. Пайка в диапазоне 950-1000°С совместима с последующей термообработкой под закалку с отпуском. Это позволяет существенно сэкономить эрнергозатраты при производстве инструмента. Однако, пайка высокотемпературными латунными и бронзовыми припоями требует более высокой точности и равномерности нагрева, а следовательно более точную оснастку и сложные индукторы. Также и увеличивается риск остаточных напряжений в паяном инструменте.
Напряжения, полученные в процессе пайки инструмента можно снять отжигом, а также применением припоев с демпфирующей проставкой из меди или бронзы, что увеличивает толщину паяного шва.
Мы предлагаем:
- Консультации по выбору припоя и флюса;
- Консультации по замене серебросодержащих припоев на латунные припои с пониженной температурой (уникальный Российский опыт!);
- Выполнение работ по пайке инструмента любой сложности;
- Изготовление образцов и производство опытных партий;
- Разработка технологии пайки «под ключ»;
- Автоматизация процессов пайки;
- Проведение семинаров и тренинга индукционной пайки инструмента с возможным выездом на территорию заказчика;


Области применения:
- Металлорежущий инструмент;
- Буровой и проходческий инструмент;
- Захваты для труб.
- Различные долота и ножи с твердосплавным упрочнением.